 en
en
 русский
русский Deutsch
DeutschCan Amorphous Metal Stator Cores Replace Silicon Steel in Modern Motors?
Content
- 1 What Is a Motor Stator Core and Why Does Material Matter?
- 2 Understanding Silicon Steel in Motor Stator Cores
- 3 What Makes Amorphous Metal a Strong Contender?
- 4 Head-to-Head Comparison: Amorphous Metal vs. Silicon Steel
- 5 The Real Barriers to Widespread Adoption
- 6 Where Amorphous Metal Stator Cores Are Already Winning
- 7 The Verdict: Replacement or Coexistence?
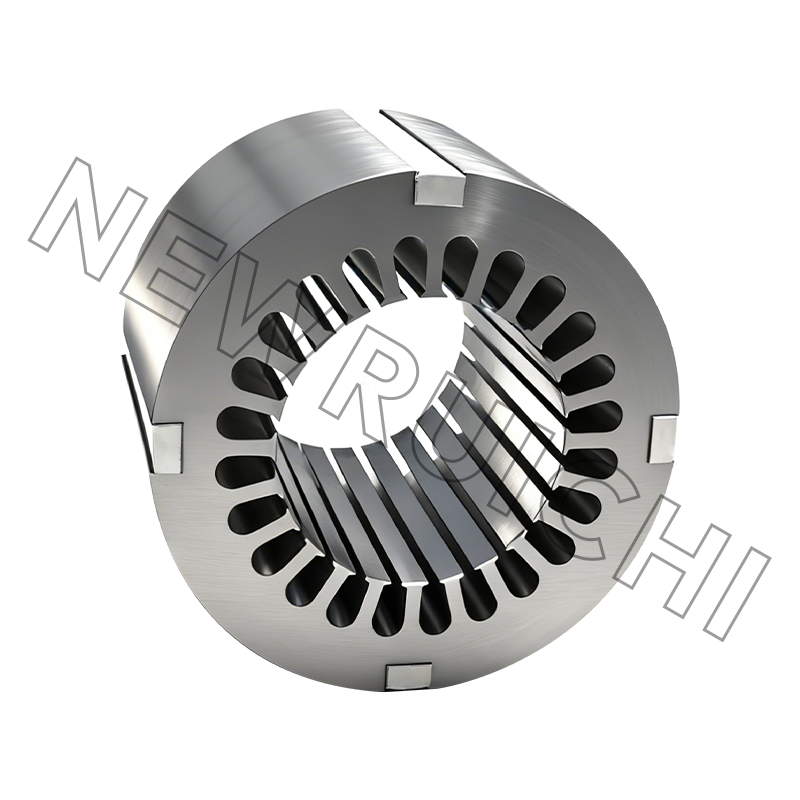
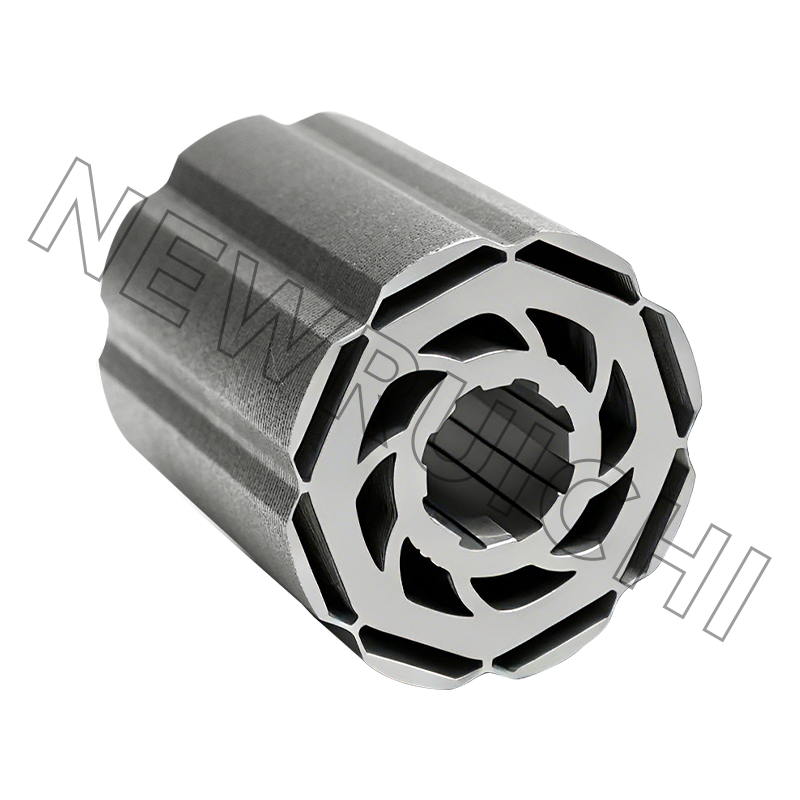
What Is a Motor Stator Core and Why Does Material Matter?
The motor stator core is the stationary magnetic component at the heart of every electric motor. It forms the structural and magnetic framework that guides electromagnetic flux, enabling the conversion of electrical energy into mechanical motion. The material used to construct the stator core directly affects energy loss, heat generation, operating frequency tolerance, and overall motor efficiency. As industries push toward higher performance and lower energy consumption — particularly in electric vehicles (EVs), industrial automation, and renewable energy systems — the debate over which core material delivers superior results has intensified. Two leading contenders are traditional silicon steel and the emerging amorphous metal.
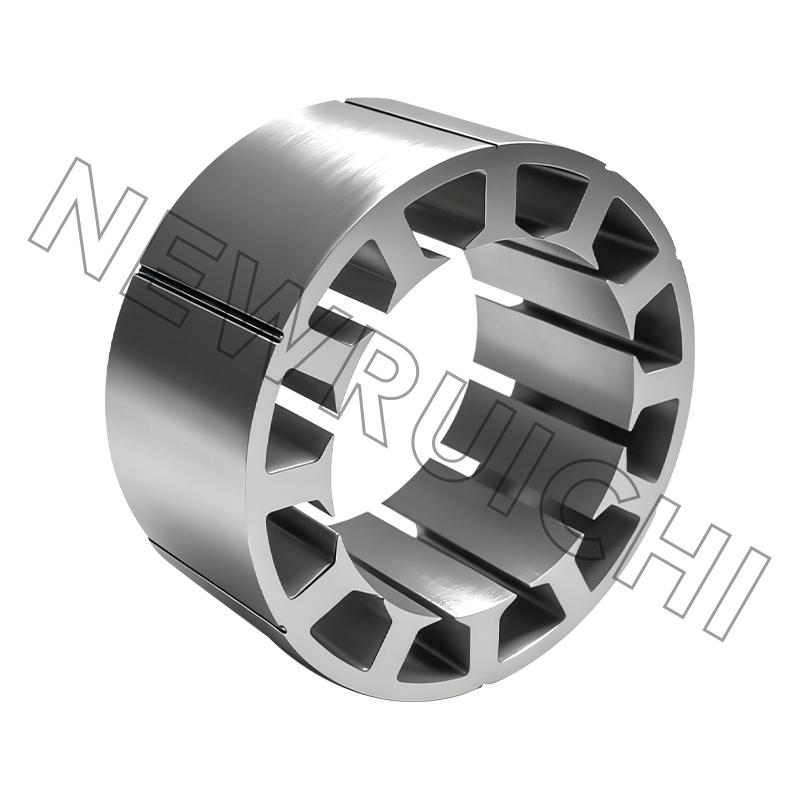
Understanding Silicon Steel in Motor Stator Cores
Silicon steel, also known as electrical steel, has been the dominant material for motor stator core manufacturing for over a century. It is produced by alloying iron with silicon (typically 1–4.5% by weight), which increases electrical resistivity and reduces eddy current losses. The material is available in two primary forms: grain-oriented (GO) and non-grain-oriented (NGO), with NGO silicon steel being the standard choice for rotating motor stator cores due to its isotropic magnetic properties.
Silicon steel laminations are stamped into precise stator core shapes, stacked, and bonded or welded together. This lamination process is critical — it limits eddy current paths and reduces core losses. Modern high-grade silicon steel, such as 35H300 or M19, offers low core loss at power frequencies (50–60 Hz) and is relatively easy to process at scale. Its cost-effectiveness, mechanical robustness, and compatibility with high-volume stamping make it the go-to choice for most commercial motors today.
However, silicon steel has a crystalline atomic structure, which means magnetic domain walls must overcome grain boundaries during magnetization cycles. This results in hysteresis losses — energy dissipated as heat with each magnetic cycle. As motor operating frequencies increase (as in high-speed EV motors running at 10,000–20,000 RPM), these losses multiply significantly, limiting the effectiveness of silicon steel stator cores in next-generation applications.
What Makes Amorphous Metal a Strong Contender?
Amorphous metal, sometimes called metallic glass, is produced by rapidly quenching molten alloy (typically iron-based, such as Fe-Si-B) at cooling rates exceeding one million degrees Celsius per second. This process prevents the formation of a crystalline structure, resulting in a disordered atomic arrangement. This unique microstructure is what gives amorphous metal its extraordinary magnetic properties.
Because amorphous metals lack grain boundaries, magnetic domain walls move with far less resistance. This translates directly into dramatically lower hysteresis and eddy current losses — often 70–80% lower than conventional silicon steel at equivalent flux densities. For motor stator core applications operating at high frequencies, this represents a transformative improvement in efficiency.
Key Magnetic Advantages of Amorphous Metal Stator Cores
- Core loss at 1T/50Hz is typically 0.1–0.2 W/kg, versus 1.0–1.5 W/kg for standard silicon steel
- Superior performance at high switching frequencies (400 Hz and above)
- Lower operating temperature, reducing insulation degradation and extending motor lifespan
- Thinner ribbon form (typically 20–30 µm) enables finer lamination and further eddy current suppression
- High saturation magnetic flux density in iron-based amorphous alloys (up to 1.56 T for Metglas 2605SA1)
Head-to-Head Comparison: Amorphous Metal vs. Silicon Steel
To understand where each material excels, the following table provides a direct comparison across critical performance and manufacturing parameters relevant to motor stator core selection:
| Parameter | Silicon Steel | Amorphous Metal |
| Core Loss (1T/50Hz) | 1.0–1.5 W/kg | 0.1–0.2 W/kg |
| Lamination Thickness | 0.2–0.5 mm | 0.02–0.03 mm |
| Saturation Flux Density | 1.7–2.0 T | 1.5–1.6 T |
| Machinability | Excellent | Difficult (brittle) |
| Material Cost | Low | 3–5× Higher |
| High-Frequency Performance | Moderate | Excellent |
| Manufacturing Scalability | High | Moderate (improving) |
The Real Barriers to Widespread Adoption
Despite its impressive magnetic performance, amorphous metal faces significant engineering and economic hurdles that have limited its adoption in motor stator core manufacturing. The material's inherent brittleness makes precision stamping — the standard method used for silicon steel laminations — nearly impossible without causing fractures. Instead, manufacturers must use laser cutting or wire EDM, which are slower, more expensive, and less compatible with high-volume production lines.
Amorphous metal ribbon is also produced in very thin strips, which means assembling a full-sized motor stator core requires bonding hundreds or even thousands of layers. This increases labor time and introduces challenges around geometric tolerances, stacking factor, and structural integrity. The material is also sensitive to mechanical stress — even slight bending after manufacturing can degrade its magnetic properties, complicating handling and assembly.
Additionally, amorphous metal has a lower saturation flux density than high-grade silicon steel (approximately 1.56 T vs. up to 2.0 T). In applications that demand high torque density — such as compact EV traction motors — this can be a limiting factor, requiring larger or redesigned stator core geometries to compensate, potentially offsetting some efficiency gains.
Where Amorphous Metal Stator Cores Are Already Winning
While full replacement of silicon steel remains premature for many applications, amorphous metal motor stator cores have already demonstrated clear advantages in specific sectors. High-frequency motors in industrial HVAC systems, drone propulsion units, and high-speed spindle motors for CNC machining have all seen measurable efficiency gains — sometimes exceeding 2–3 percentage points — by switching to amorphous stator core designs.
Distribution transformers using amorphous cores have been commercially deployed at scale for decades, proving the long-term durability of the material in real-world magnetic applications. This track record is now influencing motor designers who see analogous benefits for high-frequency motor stator core use cases. Companies such as Hitachi Metals (now Proterial) and Metglas have continued advancing amorphous alloy formulations and ribbon processing to address manufacturability gaps.
The Verdict: Replacement or Coexistence?
Amorphous metal is unlikely to fully replace silicon steel as the universal material for motor stator cores in the near term. The manufacturing ecosystem, cost structure, and supply chain built around silicon steel are deeply entrenched, and for low-to-medium frequency applications, high-grade NGO silicon steel remains highly competitive. However, the picture changes substantially for motors operating above 400 Hz, where amorphous metal's core loss advantage becomes decisive.
The more realistic outlook is strategic coexistence: silicon steel will continue to dominate commodity and mid-range motors, while amorphous metal carves out a growing share in high-efficiency, high-frequency, and premium EV motor stator core applications. As processing technologies improve and production volumes increase, the cost gap will narrow — making amorphous metal an increasingly mainstream option for engineers designing the next generation of electric motors.
Your email address will not be published. Required fields are marked *






![]() Email: [email protected]
Email: [email protected]
[email protected]
![]() Telephone/Phone:
+86-18861576796 +86-18261588866
Telephone/Phone:
+86-18861576796 +86-18261588866
+86-15305731515 +86-18861576796
Copyright © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator And Rotor Cores Manufacturers
