 en
en
 русский
русский Deutsch
DeutschMarine Electric Motor Housing Corrosion Resistance: A Complete Guide
Saltwater does not forgive poor engineering. A motor housing that performs flawlessly in a factory or inland facility can begin degrading within months when exposed to the chloride-laden air of an open ocean environment. For engineers and procurement teams specifying equipment for ocean-going vessels, inland ships, or offshore platforms, understanding how welded box-type motor housings for marine applications achieve genuine corrosion resistance is not an academic exercise — it is a prerequisite for operational reliability and long-term cost control.
Content
- 1 Why Marine Environments Demand More from Motor Housings
- 2 The Three Corrosion Threats Every Marine Motor Housing Must Withstand
- 3 Material Selection: What Makes a Housing Truly Corrosion-Resistant
- 4 Structural Design: How Housing Geometry Enhances Protection
- 5 IP Ratings and Maritime Standards: The Compliance Layer
- 6 Matching Housing Specs to Your Marine Application
Why Marine Environments Demand More from Motor Housings
A motor housing in a marine setting faces a combination of stressors that rarely appear together in land-based industrial environments. Salt spray and high relative humidity — often exceeding 95% — create persistent electrochemical activity on exposed metal surfaces. Temperature swings between engine room heat and open-deck cold cycling can exceed 50°C within a single voyage. Add continuous mechanical vibration from the propulsion system and occasional impacts from wave loading, and the cumulative effect on an under-engineered housing is severe.
What makes this particularly challenging is that these stressors do not act in sequence — they act simultaneously. A housing that handles humidity well but lacks vibration-damping geometry will develop micro-cracks at weld seams, creating pathways for moisture ingress. One that uses the right steel alloy but relies on a thin single-layer coating will lose protection as soon as that coating chips. Reliable performance in marine service requires a systematic approach that addresses materials, structure, and sealing together.
The Three Corrosion Threats Every Marine Motor Housing Must Withstand
Not all corrosion in marine environments works the same way. Engineers specifying housing materials and finishes need to distinguish between three distinct mechanisms, each of which demands a different protective response.
Chloride-driven uniform corrosion is the most familiar. Sodium chloride in seawater and salt spray accelerates the electrochemical oxidation of ferrous metals, producing surface rust that progressively undermines structural integrity. Standard carbon steel without adequate protective treatment will show visible deterioration within weeks in a salt-spray environment.
Galvanic corrosion is less visible but often more destructive. When two dissimilar metals are in electrical contact in the presence of an electrolyte — which seawater certainly is — the more active metal corrodes preferentially and rapidly. In a motor housing assembly, this typically occurs at fastener interfaces: a steel housing body mated with copper alloy fittings or aluminum mounting brackets creates a galvanic cell that can cause localized pitting far faster than uniform surface corrosion would.
Crevice corrosion targets the tight gaps that are unavoidable in complex fabricated assemblies — under gaskets, at overlapping weld joints, between bolt heads and mating surfaces. These confined spaces trap stagnant moisture and become depleted in dissolved oxygen, creating an acidic micro-environment that attacks the metal aggressively. Many housings that pass initial salt-spray testing fail in service precisely because crevice corrosion is not adequately accounted for in the design phase.
Material Selection: What Makes a Housing Truly Corrosion-Resistant
The starting point for any marine motor housing is base metal selection. The two most common choices — structural steel and aluminum alloy — both have legitimate applications in marine service, but their corrosion behavior differs significantly and must be matched to the operating environment.
Structural steel, when correctly specified and treated, offers high strength and weldability. For marine motor housings, grades with low carbon content and controlled alloying elements reduce susceptibility to weld-zone corrosion. However, steel's inherent weakness in marine service is that it provides no passive protection on its own — every square centimeter of exposed surface depends entirely on applied coatings or cathodic protection to resist oxidation.
Marine-grade aluminum alloys, particularly the 5000 and 6000 series, form a natural oxide layer that provides baseline corrosion resistance. This makes them attractive for weight-sensitive applications. The complication is galvanic behavior: aluminum is electrochemically active and corrodes rapidly when in contact with copper alloys or carbon steel in a wet environment. Strict fastener discipline and electrical isolation measures are non-negotiable in aluminum housing assemblies.
Protective coatings are the second line of defense, and their selection matters as much as the base metal. Epoxy-based primers provide strong adhesion to steel and form an effective barrier against moisture and chloride penetration. Polyurethane topcoats add UV resistance and mechanical durability. For the highest-demand applications — submerged components or housing sections exposed to bilge water and oil — multi-layer coating systems with total dry-film thicknesses exceeding 300 microns are standard practice. Internal surfaces of the housing, including winding cavities, benefit from conformal coating or insulating varnish treatments that protect against humidity-driven insulation degradation.
Structural Design: How Housing Geometry Enhances Protection
Material choice establishes the potential for corrosion resistance; structural design determines whether that potential is realized in service. Two housings made from identical steel with identical coatings can perform very differently in the field if one is better engineered at the geometric level.
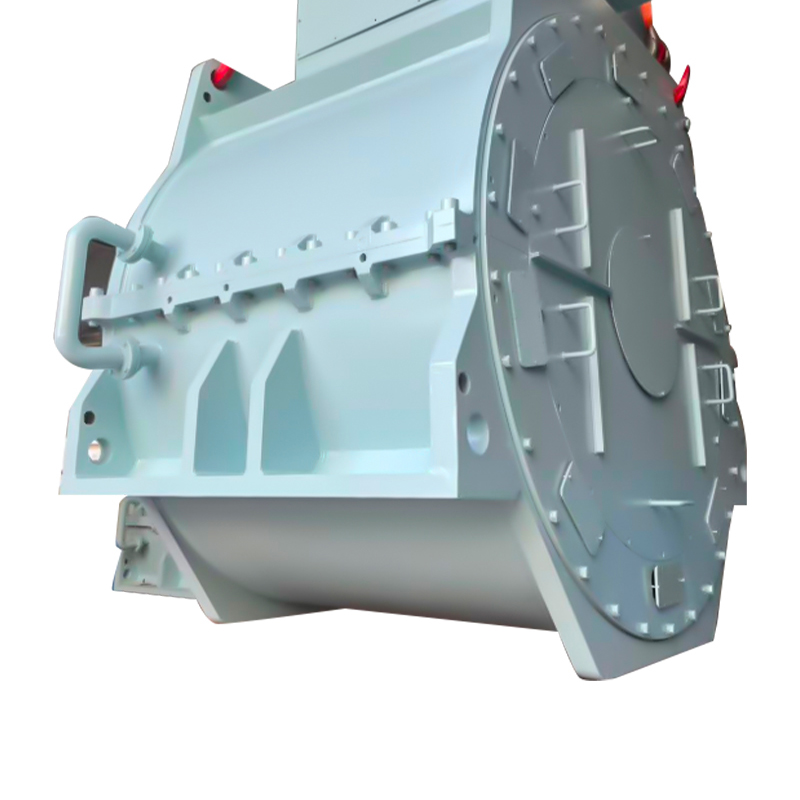
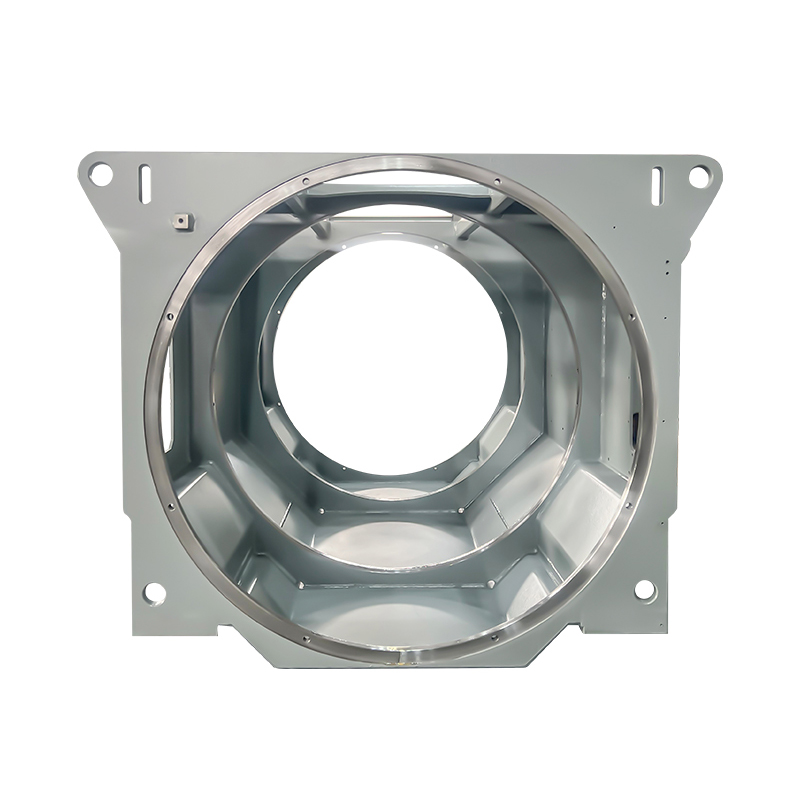
Welded box-type construction, as used in heavy marine motor housings, offers inherent advantages over cast designs for harsh environments. The closed-section geometry eliminates many of the recessed areas that trap moisture in more complex shapes. Internal stiffening ribs, properly sized and positioned, distribute mechanical loads from vibration and impact without creating stress concentrations that could initiate cracking. Weld quality is critical: full-penetration welds at structural joints, combined with post-weld inspection using visual and ultrasonic methods, eliminate the porosity and partial-fusion defects that become corrosion initiation sites. The marine generator base with cylindrical rib-reinforced structure exemplifies this approach, using internal support ribs to maintain structural integrity without requiring external cooling channels that would add potential leak paths.
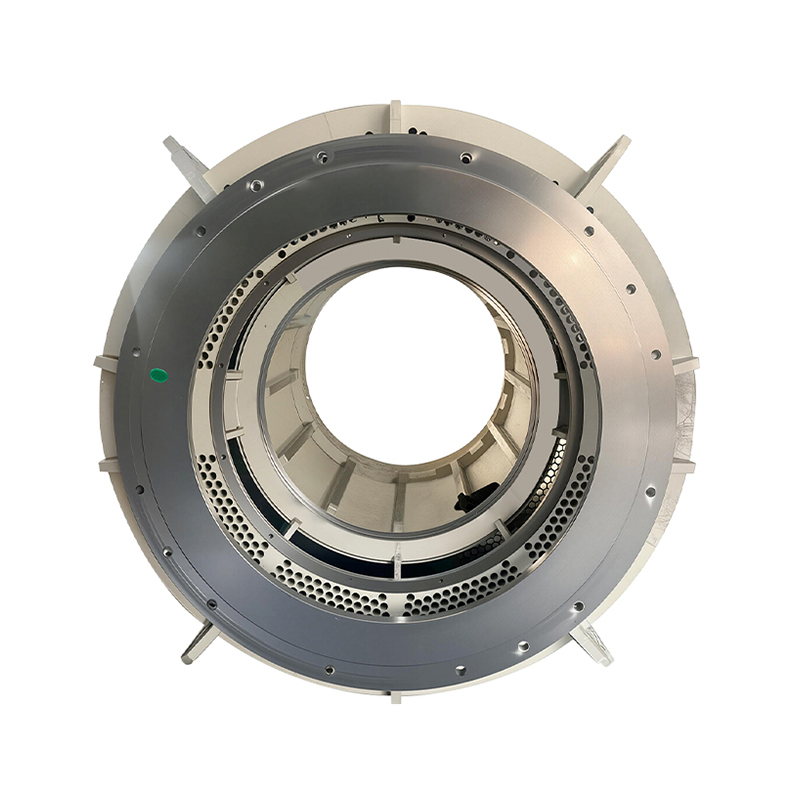
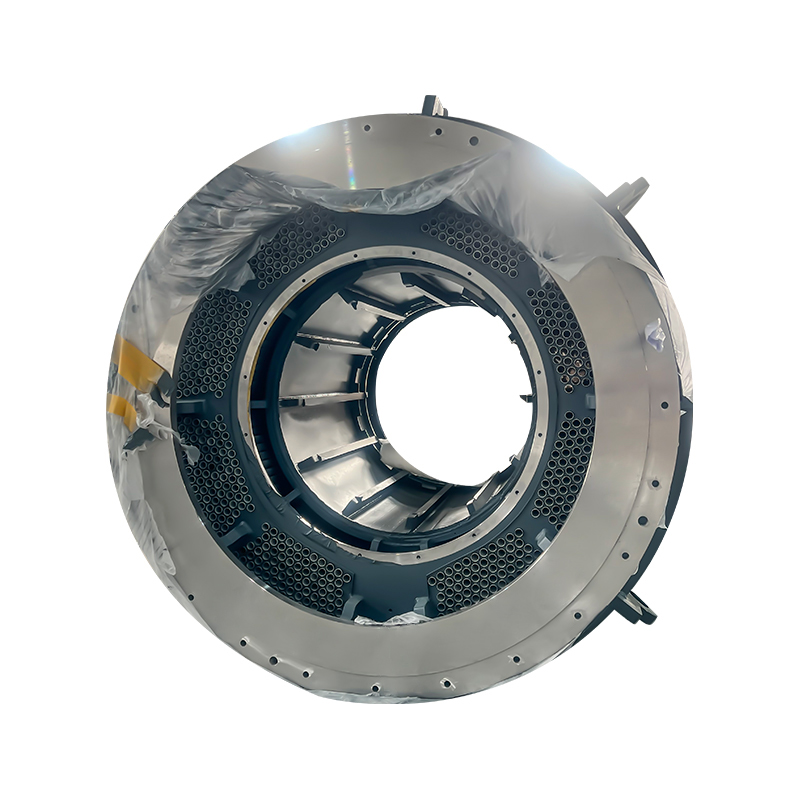
Sealing interface design deserves particular attention. The mating surfaces between the main housing body and end closures must maintain gasket compression across thermal cycling and vibration. Face flatness tolerances, gasket groove geometry, and fastener preload calculations all feed into whether a housing maintains its seal integrity over years of service rather than months. Water-cooled marine motor housings with integrated shaft-clamping address this by combining the cooling jacket and structural frame into a single fabricated unit, reducing the number of sealing interfaces while maximizing thermal management efficiency.
Drainage provisions are a frequently overlooked but practically important design element. Condensation is unavoidable in marine environments, and a housing that allows condensate to pool internally will accelerate corrosion of the windings and bearings it is meant to protect. Strategically positioned drain plugs and, in some designs, moisture-absorbing breather elements maintain a dry internal atmosphere without compromising IP rating.
IP Ratings and Maritime Standards: The Compliance Layer
Corrosion resistance cannot be evaluated by material data sheets alone. Standardized testing and classification provide the verification layer that tells specifiers whether a housing's protective performance has been independently confirmed.
IP (Ingress Protection) ratings under IEC 60529 are the most widely referenced measure of a housing's resistance to solid particles and liquids. For marine motor housings, IP55 — dust-protected and resistant to water jets from any direction — represents a minimum baseline for below-deck applications. Above-deck installations exposed to wave wash or deck cleaning operations typically require IP65 or IP66. The first digit (6) indicates complete dust exclusion; the second digit (5 or 6) indicates resistance to water jets of increasing intensity. Applications involving submersion require IP67 or IP68, which specify immersion depth and duration tolerances.
Maritime classification society approvals go beyond IP ratings to cover the full engineering basis of the motor and its housing. IEC 60092-501, the international standard for electrical installations on ships covering propulsion and auxiliary systems, sets out requirements for housing protection grades, thermal class, insulation testing, and vibration performance. Classification societies including ABS (American Bureau of Shipping), DNV GL, Bureau Veritas (BV), and CCS (China Classification Society) conduct independent reviews against these standards and issue type approval certificates. For shipbuilders and vessel operators working under flag state regulations, equipment bearing recognized classification approvals significantly simplifies the regulatory acceptance process during construction and periodic surveys.
Explosion-proof capability is required for motor housings installed in hazardous zones — areas where flammable gases or vapors may be present, such as fuel tank compartments on LNG carriers or certain sections of offshore platforms. Ex-rated housings are tested to contain any internal ignition source, preventing propagation to the surrounding atmosphere. This is a distinct and additional certification layer from IP rating, and specifiers working on hazardous-area applications should confirm both ratings independently.
Matching Housing Specs to Your Marine Application
The appropriate combination of material, coating, IP rating, and certification depends on the specific operating environment. Three common marine application categories have meaningfully different requirements.
| Application | Key Corrosion Stressors | Recommended IP | Additional Considerations |
|---|---|---|---|
| Ocean-going vessels (main propulsion / auxiliary) | Continuous salt spray, humidity, large temperature variation | IP55 minimum (IP65 above deck) | ABS / DNV GL classification; IEC 60092-501 compliance; multi-layer coating system |
| Inland river and canal vessels | High humidity, biological fouling, oil and fuel exposure | IP54 – IP55 | CCS or relevant river authority approval; drainage provisions; resistance to biofouling agents |
| Offshore platforms (fixed and floating) | Salt spray, hydrocarbon vapor, high vibration, potential explosive atmosphere | IP65 or higher | Ex-rated (ATEX / IECEx) where applicable; shock and vibration testing; BV or DNV GL offshore approval |
For offshore platforms specifically, the combination of salt spray and hydrocarbon vapor exposure makes housing material and coating selection particularly demanding. Aluminum alloys may be preferred for weight management on floating platforms, but galvanic isolation from steel structures must be engineered carefully. On fixed platforms where weight is less constrained, heavy-walled welded steel housings with thick epoxy coating systems and cathodic protection provisions are standard practice.
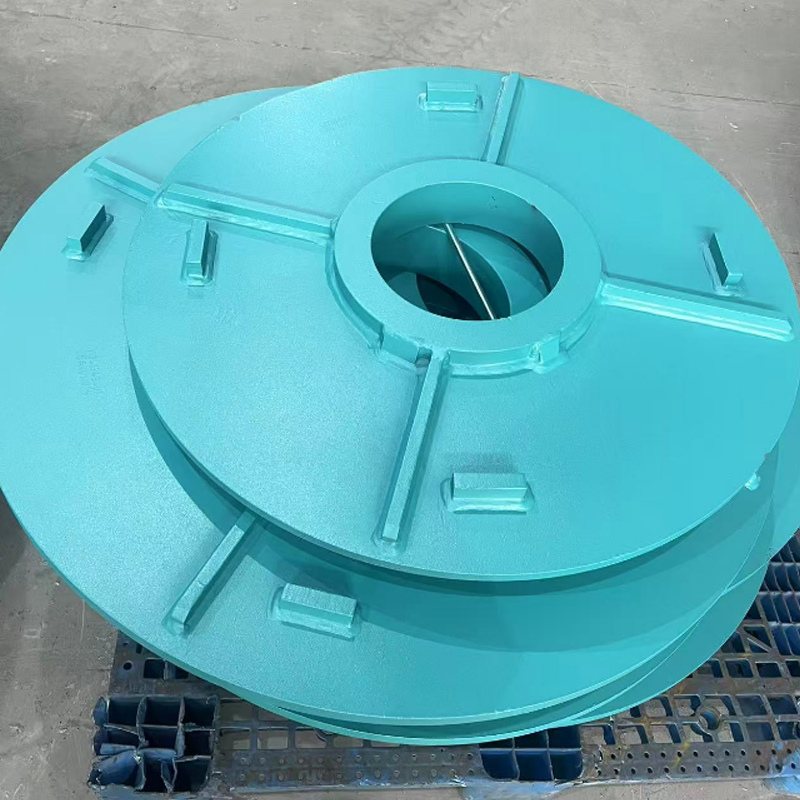
Installations that require motors to be removed for maintenance without dry-docking the vessel benefit from shaft-mounted designs that allow in-situ disassembly. The split-clamp shaft-mounted motor mount for offshore use addresses this directly — the split-clamp arrangement allows the housing to be separated and the motor withdrawn without dismantling the drive shaft, reducing maintenance downtime significantly on vessels and platforms where operational continuity is commercially critical.
Ultimately, the most reliable marine motor housing is not the one with the highest individual specification in any single category — it is the one whose material, structure, sealing, and certification choices have been engineered as an integrated system matched to the actual demands of the application. Engaging with a manufacturer who holds the relevant classification approvals and can provide documented performance data across the full range of marine environmental stressors is the most effective way to ensure that the housing specified on paper delivers the service life expected in operation.
Your email address will not be published. Required fields are marked *







![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telephone/Phone:
+86-18861576796 +86-18261588866
Telephone/Phone:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Copyright © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator And Rotor Cores Manufacturers
