 en
en
 русский
русский Deutsch
DeutschWhy Motor Makers Are Switching to Ready-to-Install Finished Cores?
Content
- 1 Beyond Individual Laminations: The Case for Finished Core Assemblies
- 2 What Ready-to-Install Finished Cores Actually Include
- 3 Core Assembly Processes: Stacking, Riveting, Welding, and Bonding
- 4 Optional Add-Ons: Shaft Assembly and Insulation Treatment
- 5 How Finished Core Assemblies Shorten Product Launch Timelines
- 6 Comparing Supply Models: Loose Laminations vs. Finished Assemblies
- 7 Selecting the Right Finished Core Assembly Partner
Beyond Individual Laminations: The Case for Finished Core Assemblies
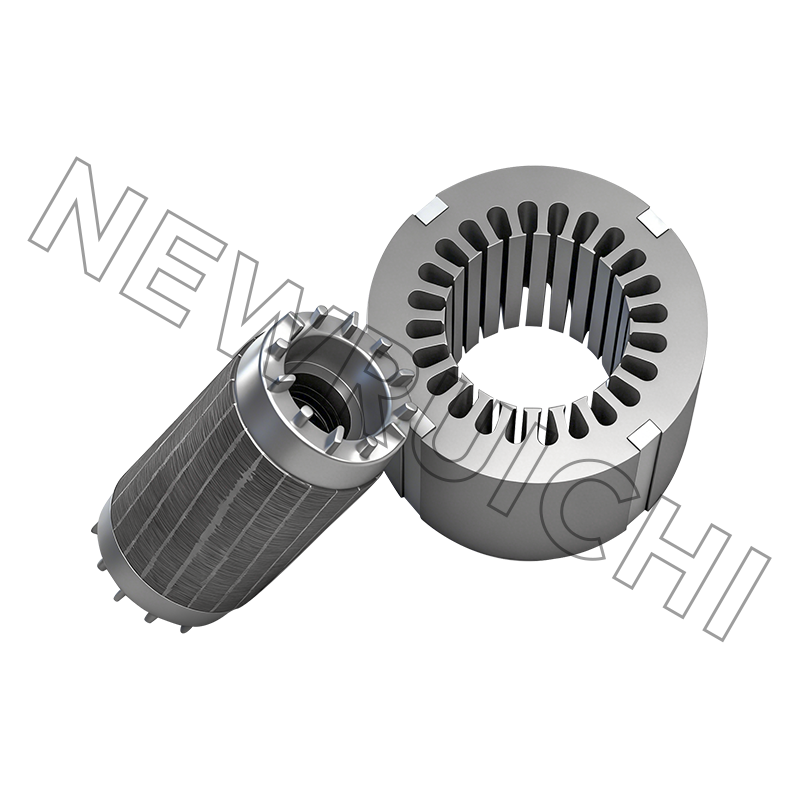
For decades, motor manufacturers sourced individual laminations and managed all downstream stacking, alignment, and fastening operations in-house. While this approach offered maximum flexibility, it also introduced significant complexity: coordinating multiple sub-processes, maintaining tooling for each assembly stage, training operators across diverse techniques, and managing quality at every step before a single usable core emerged. As product development cycles compress and supply chains demand greater specialization, a more efficient model has taken hold — one built around ready-to-install finished cores and Finished Motor Core Assemblies that arrive at the production line fully processed and immediately usable.
This shift is not simply a matter of convenience. It represents a fundamental change in how motor manufacturers allocate engineering resources, manage risk, and accelerate time-to-market. When the core — the most magnetically and mechanically critical element of any electric motor or generator — is delivered as a stable, optimized structure rather than a pile of loose laminations, every subsequent stage of motor assembly becomes faster, more repeatable, and easier to quality-control. Understanding what goes into producing these assemblies, and how to select the right partner for them, is now a strategic priority for engineering and procurement teams across the motor manufacturing industry.
What Ready-to-Install Finished Cores Actually Include
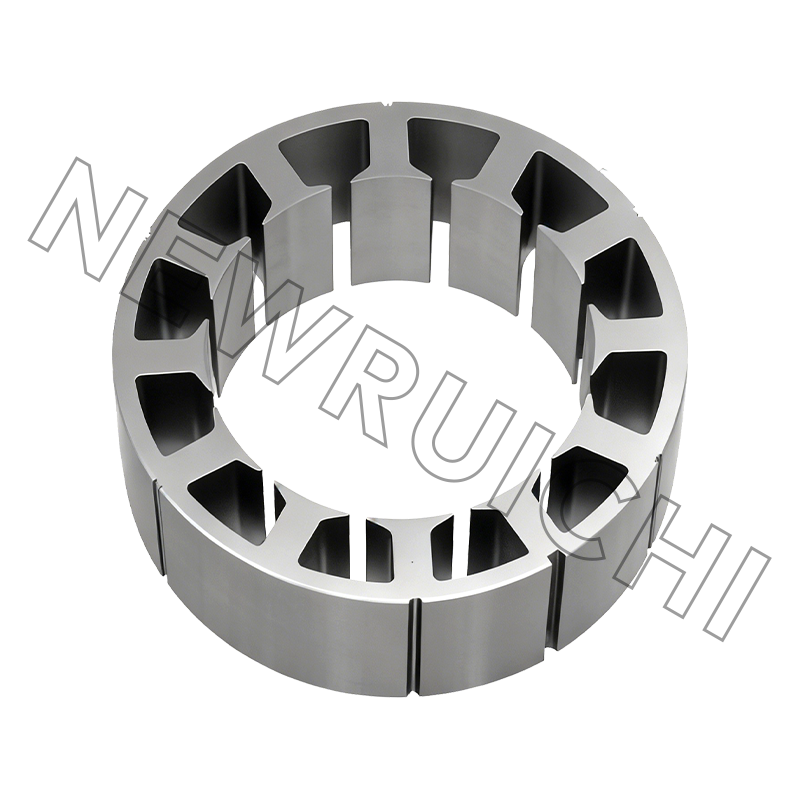
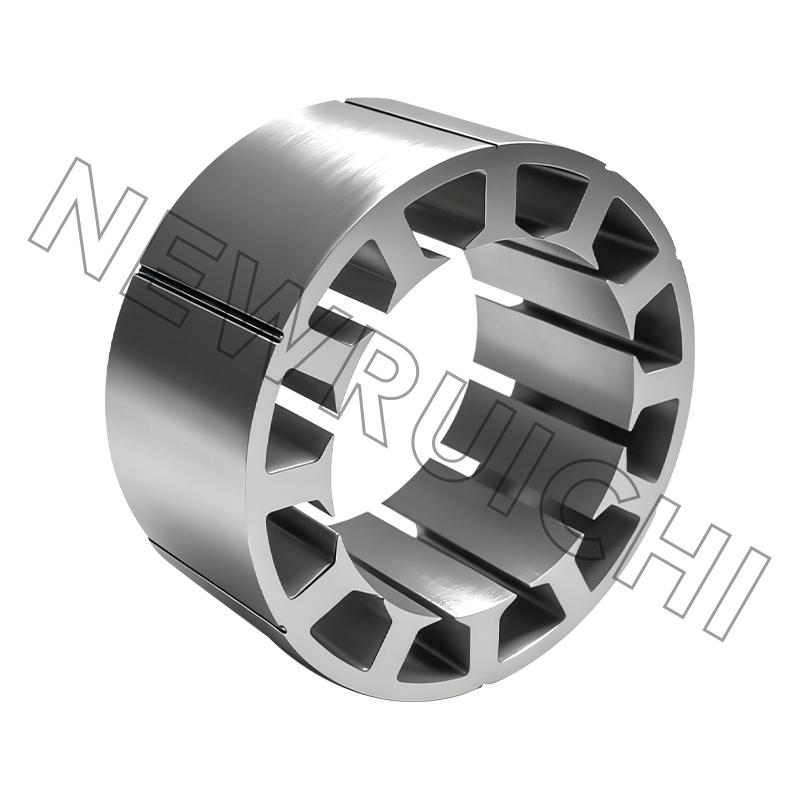
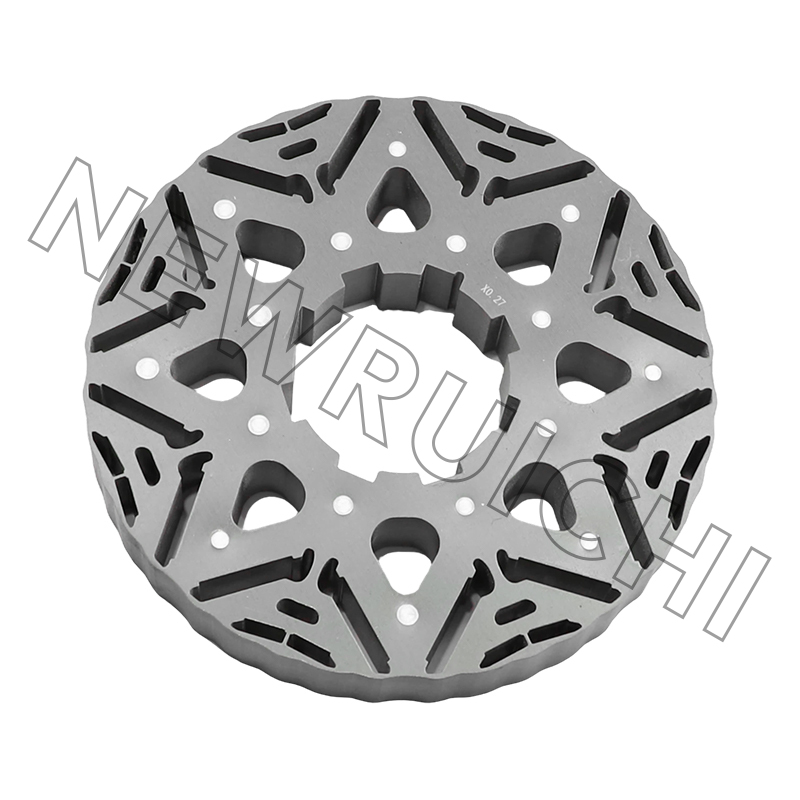
The term ready-to-install finished cores encompasses a broad range of deliverables, all unified by the principle that the core arrives at the customer's facility in a state that requires no further structural processing before assembly begins. At the base level, this means a precisely stacked and fastened lamination pack — but in practice, the scope of what "finished" includes varies considerably depending on the motor type, application, and customer requirements.
A fully realized finished core typically integrates several process stages that would otherwise fall to the motor manufacturer. Stacking aligns individual laminations in precise rotational and axial orientations to achieve the target stack height and magnetic symmetry. Riveting mechanically locks the lamination stack together with high clamping force, ensuring dimensional stability under the vibration and thermal cycling of motor operation. Welding, applied along the outer circumference or at designated weld points, adds additional structural integrity for high-stress applications. Bonding — using specialized adhesives between lamination layers — is increasingly specified for noise-sensitive applications, as it eliminates the micro-vibration between laminae that contributes to audible motor noise and iron loss. The combination of these techniques, selected and sequenced according to the specific design requirements, is what transforms a loose stack of electrical steel into a stable, optimized magnetic core structure.
Core Assembly Processes: Stacking, Riveting, Welding, and Bonding
Each of the four primary assembly processes contributes a distinct and non-interchangeable set of properties to the finished core. Selecting the right combination — or understanding why a supplier has specified a particular approach — requires clarity on what each process achieves and what trade-offs it introduces.
Stacking and Orientation Control
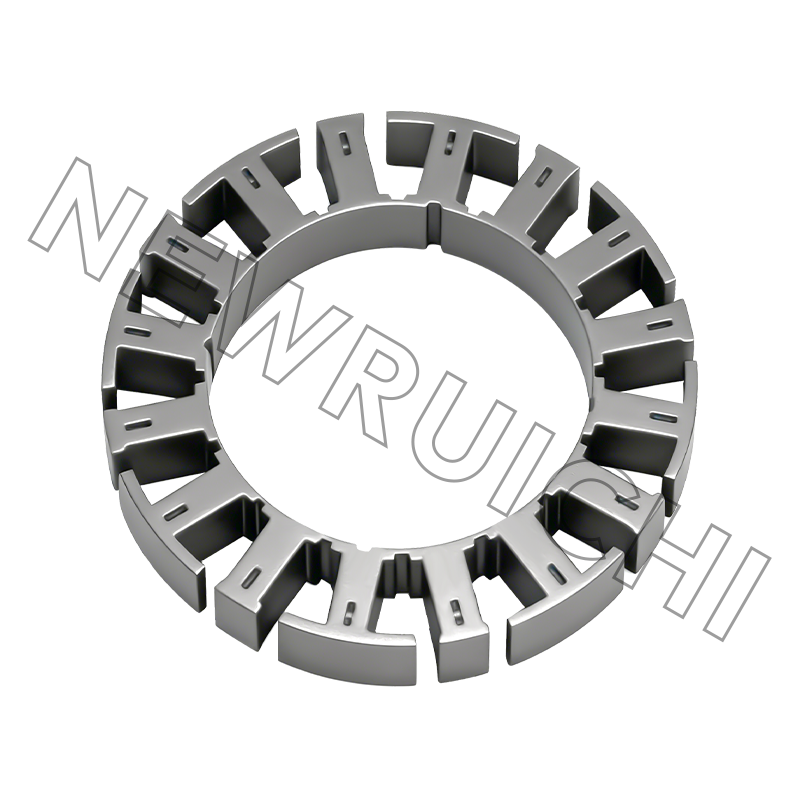
Precision stacking is the foundation of every core assembly process. Laminations must be aligned within tight angular and axial tolerances to ensure that slot geometries, tooth profiles, and yoke dimensions are consistent throughout the stack height. Even minor misalignment accumulates across hundreds of laminations, producing stepped surfaces that complicate winding insertion and degrade magnetic flux uniformity. Automated stacking systems with vision-guided alignment and in-process height measurement are used in high-volume production of Finished Motor Core Assemblies to maintain tolerances that manual stacking cannot reliably achieve.
Riveting for Mechanical Integrity
Riveting passes steel or aluminum rivets through pre-punched holes in the lamination stack and deforms the rivet ends under controlled force, creating a clamped assembly that resists axial separation and relative lamination movement. This process is fast, cost-effective, and widely applicable across stator and rotor core geometries. The rivet pattern, material, and clamping force are engineered to maintain stack integrity without creating short-circuit paths between laminations — a key electromagnetic performance consideration that must be balanced against mechanical requirements in every design.
Welding for High-Stress Applications
Laser welding and TIG welding along the outer diameter of stator cores or along axial weld lines on rotor cores provide higher joint strength than riveting alone, making welded assemblies the preferred choice for high-speed motors, traction applications, and environments subject to severe vibration. Weld penetration depth, bead geometry, and heat input are tightly controlled to minimize thermal distortion and prevent the formation of inter-laminar conductive bridges that would increase eddy current losses.
Bonding for Noise and Efficiency Optimization
Adhesive bonding between laminations — using thermally cured or UV-cured structural adhesives — eliminates the mechanical contact interfaces that are the primary source of vibration-induced noise in conventional riveted or welded cores. Bonded cores also distribute clamping stress uniformly across the lamination surface rather than concentrating it at rivet or weld points, reducing localized stress-induced increases in magnetic coercivity. For premium EV traction motors, HVAC compressor motors, and precision servo drives, bonded ready-to-install finished cores deliver measurable improvements in both acoustic performance and overall motor efficiency.
Optional Add-Ons: Shaft Assembly and Insulation Treatment
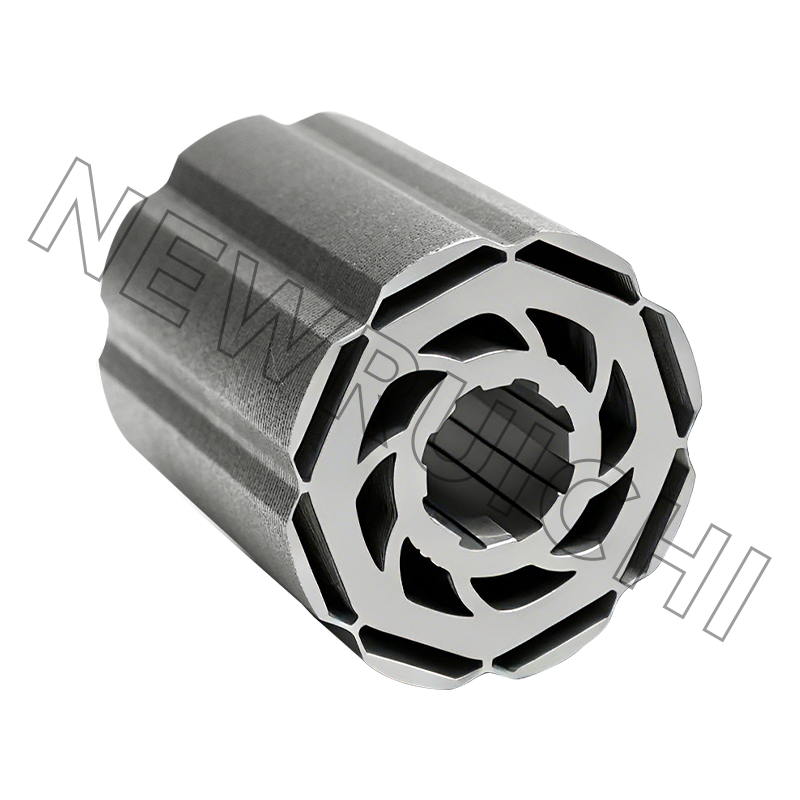
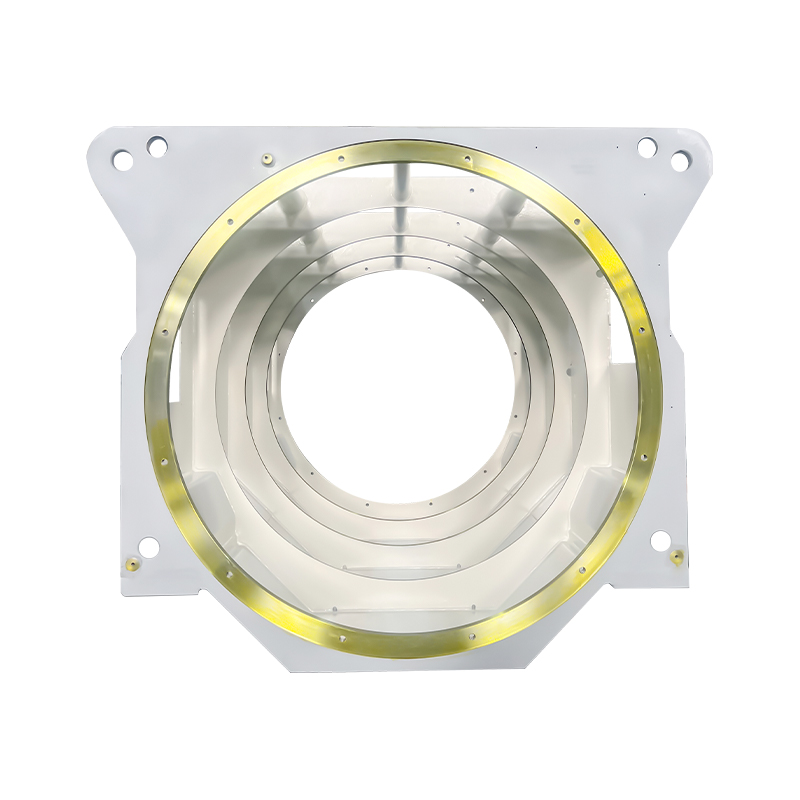
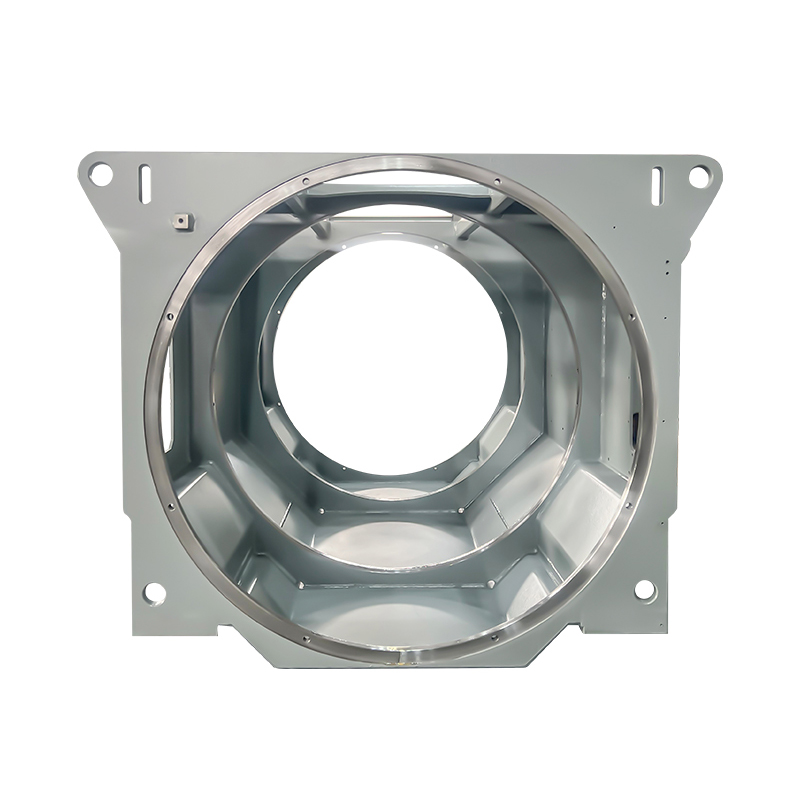
Beyond the core fastening processes, suppliers of Finished Motor Core Assemblies increasingly offer integrated add-on services that further compress the customer's internal assembly workload. Two of the most impactful options are shaft assembly and insulation treatment — both of which, when performed at the core supplier level, eliminate entire process steps from the motor manufacturer's production line.
- Shaft assembly: Pressing or shrink-fitting the rotor core onto the motor shaft requires precise interference fit control, specialized press equipment, and careful thermal management to avoid lamination damage. When the core supplier performs this operation, the customer receives a balanced rotor sub-assembly ready for bearing installation — removing a technically demanding process from an assembly line that may lack the specialized tooling to perform it reliably at scale.
- Insulation treatment: Slot insulation — whether applied as pre-formed insulation paper, powder coating, or liquid epoxy impregnation — protects winding conductors from electrical contact with the core steel and provides the dielectric barrier required for long-term motor reliability. Receiving cores with slot insulation already applied allows winding operators to begin coil insertion immediately, without an intermediate insulation preparation step that would otherwise require separate equipment and quality verification.
- Surface treatment and coating: Anti-corrosion coatings, paint finishing, or anodizing can be applied to the core assembly prior to delivery, eliminating handling and masking operations at the motor assembly facility and ensuring a consistent cosmetic and protective finish on every unit.
- Dimensional and magnetic verification: Pre-shipment inspection reports — including stack height, bore diameter, concentricity, and measured core loss data — give motor manufacturers the incoming quality documentation needed to accept assemblies directly into production without redundant incoming inspection steps.
How Finished Core Assemblies Shorten Product Launch Timelines
One of the most compelling arguments for sourcing ready-to-install finished cores and Finished Motor Core Assemblies is the direct impact on new product development speed. When motor manufacturers are responsible for all core processing steps internally, each new product design requires qualification of stacking fixtures, rivet tooling, welding parameters, and insulation application processes — a validation burden that can add weeks or months to the development schedule before a single production-intent prototype is assembled.
Outsourcing this complexity to an experienced core assembly supplier transfers those qualification burdens to a facility with established processes, validated equipment, and dedicated engineering teams. The motor manufacturer receives finished assemblies that have already passed dimensional and magnetic characterization, enabling immediate progression to winding, impregnation, and system-level testing. Iterative design changes — slot geometry adjustments, stack height variations, or material grade upgrades — can be accommodated quickly without requiring the motor manufacturer to re-qualify internal tooling. This agility is particularly valuable in competitive markets where the ability to bring a new motor design from prototype to production in the shortest possible timeline is a direct commercial advantage.
Comparing Supply Models: Loose Laminations vs. Finished Assemblies
The decision between sourcing loose laminations and sourcing Finished Motor Core Assemblies is ultimately a strategic one, balancing internal capability, production volume, quality control requirements, and supply chain risk. The following table summarizes the key differences between the two supply models across the dimensions most relevant to motor manufacturers:
| Dimension | Loose Laminations | Finished Motor Core Assemblies |
| Internal tooling required | High — stacking, riveting, welding fixtures all needed | Low — tooling managed by supplier |
| Assembly line complexity | High — multiple process steps required before winding | Low — core delivered ready for immediate use |
| Quality control points | Many — each internal process step must be verified | Fewer — supplier-verified before shipment |
| New product launch speed | Slower — internal process qualification required | Faster — supplier handles qualification |
| Suitability for low-to-mid volumes | Less efficient — high fixed cost per unit | Well suited — no fixed tooling investment required |
| Design flexibility | High — full in-house control over process parameters | High — changes implemented collaboratively with supplier |
Selecting the Right Finished Core Assembly Partner
The quality of a finished motor core assembly is inseparable from the capabilities and process discipline of the supplier producing it. Evaluating a potential partner requires looking beyond price and lead time to assess the depth of their technical capability across the full assembly process chain. Key criteria include the range of fastening technologies available — a supplier offering only riveting cannot serve applications where bonding or welding is technically required — as well as the precision and repeatability of their stacking and alignment systems, their approach to in-process quality monitoring, and their ability to provide documented dimensional and magnetic performance data with every shipment.
Equally important is the supplier's engineering support capability. The best suppliers of ready-to-install finished cores function as collaborative design partners, providing input on lamination geometry, stack height optimization, process selection, and material grade choices during the motor development phase — not just executing a fixed drawing after the design is frozen. This early involvement enables designs that are optimized for both motor performance and manufacturing efficiency, reducing the cost and time associated with design iterations that could have been anticipated with earlier supplier engagement. For motor manufacturers committed to shortening product launch timelines and improving the consistency of their finished assemblies, choosing a supplier with this depth of capability is one of the highest-leverage decisions in the procurement process.

Your email address will not be published. Required fields are marked *






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telephone/Phone:
+86-18861576796 +86-18261588866
Telephone/Phone:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Copyright © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator And Rotor Cores Manufacturers
